
Cover of the 1979 Aciera F3 catalogue
Produced for nearly half a century, the Aciera F3 is a masterpiece of machine-tool design and production. Exquisitely made, compact, versatile, user friendly and available with a vast number of accessories, in my opinion the Aciera F3 is very close to being the perfect small milling machine for the jobbing tool-maker, instrument-maker or model engineer. This was obviously an opinion shared by many throughout the world, since thousands of these machines were produced from the early 1950s through to the first years of the 21st century, making the F3 the most commonly encountered Swiss-made milling machine on the market. Machines were employed in all manner of precision engineering, but due to their high cost were mostly bought by research and development departments of high technology industries such as defence, aerospace, biotechnology/medical and communications.
Prior to 1992 all F3s were either produced in Aciera’s Le Locle factories or by subcontractor Pizzi & Co, however following bankruptcy production moved to Indonesia. I have no idea how many machines were produced during the Texmaco Perkasa period, but in comparison to the numbers of Swiss produced machines in the preceding forty years the number must have been tiny.
Throughout its long period of manufacture the F3 remained faithful to the original design and accessories from one period of production should be compatible with machines from another. However, the F3 did change in appearance and in the late 1960s Aciera, in line with the fashion of the time, started to “square-off” all of their machines. The tasteful curves of the early machines were replaced with a brutal angularity, which, to my eye at least, detracted from the aesthetically pleasing aspects of these fine machines.

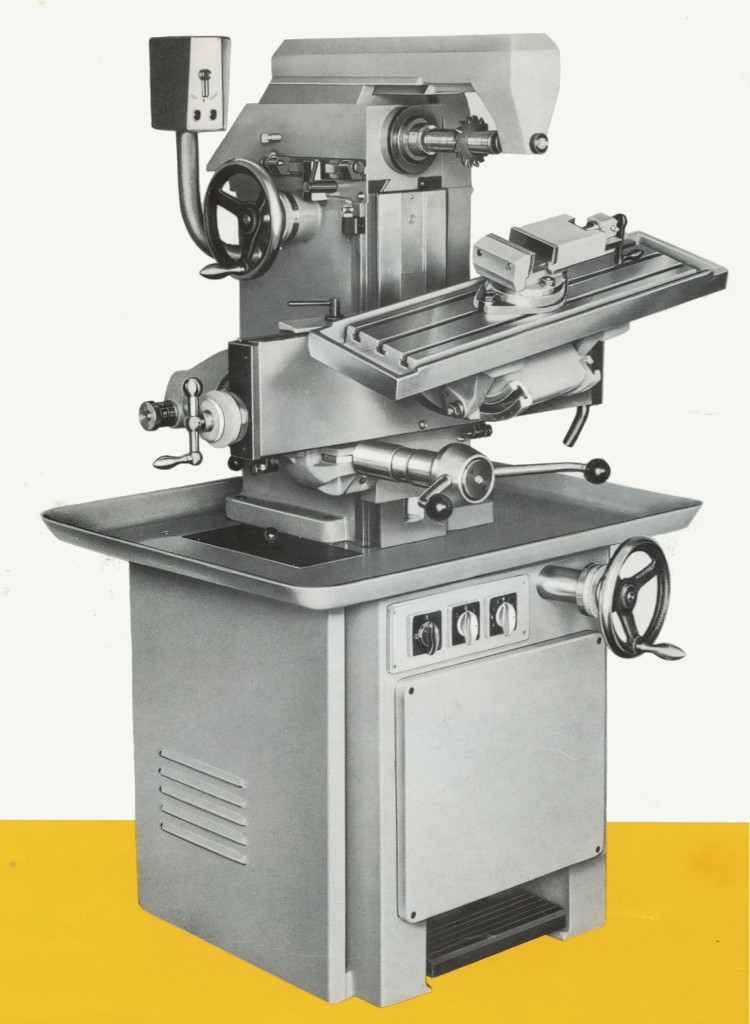
Aciera F3 – microscope, punch milling table and universal dividing head mounted on simple inclining bracket -note earlier more aesthetically pleasing castings
With a longitudinal (X axis) travel of 300mm (later machines could be ordered with 400mm of travel), 135mm headstock cross slide (Y axis) and 300mm vertical (Z axis), the F3 was suitable for a wide range of tool-room work. The taper jib adjusted dovetail slides of all three axes were precision ground and hand-scraped achieving an overall geometric accuracy of better than 0.02. Actual test certificates often demonstrate less than 0.01 in all planes – very impressive for a machine with 300mm of travel. Hardened and ground trapezoidal feedscrews with bronze nuts (4mm pitch or 5 tpi) were supported in ball races at the pillow blocks to achieve silky smooth operation. Horizontal and vertical heads as well as the indexing and dividing heads accepted the ubiquitous Schaublin W20 collet, making the F3 an excellent companion to a W20 spindle Schaublin 102. On request the machine could be supplied with ISO30 spindles.
The two speed (700/1400 rpm earlier machines, 700/2800 rpm later machines) motor provided a total of eight spindle speeds between 95 – 1500 rpm on earlier machines or 100 – 2000 rpm (125-2500 rpm on special range pulley set) via a pair of four groove V-pulleys. An automatic motor brake was available towards the end of Swiss production. Late machines (1980s), designated “F3-V”, could also be supplied with roller-variator driven spindle giving stepless speeds from 70-2000rpm. These F3-V machines also feature DC motor driven infinitely variable feeds with push-button rapids to the longitudinal slide. All machines from the 1980s onward could also be fitted with a motorised vertical feed attachment. Standard F3s had eight feed rates (12-116 mm/min for early machine and 12-232 mm/min for late machines) to the longitudinal (X) axis only. In addition to manual movement of the table via the usual crank-handle, a clever two-limbed “windlass” type handle on the lower-front-left of the slide combined both rapid manual traverse (12mm per revolution) and power feed engagement / disengagement (see below). A compact machine, the F3 required 1200 x 1000 mm of space, but the robust build quality endowed the machine with a weight of 500kg without equipment.

1970s Aciera F3 with vertical head, simple tilting table and tilting vice.
In terms of construction the machine consists of a almost cuboid cast iron stand housing the two speed main motor, electrics and coolant tank. On later machines machine electrics were moved to a fabricated steel cabinet attached to the rear of the machine. A foot operated switch at the front of the machine controlled power to the socket provided for the high speed drilling head. The stand also houses the vertical, Z axis, hand-wheel. The main body of the machine carries the vertical, Z axis male dovetail and the headstock, Y axis, female dovetail. The main body is asymmetrical around the Z axis slide with a hollow tunnel forming its right hand side. A long V-belt passes through this channel coupling the main motor with the headstock spindle pulley. A cast aluminium casing covers the top of this tunnel and is hinged back to change the belt drive on four step headstock pulley. From here drive to the horizontal spindle is taken through 90º via a pair of spiral cut bevel gears immersed in the headstock’s oil bath. The case hardened spindle runs in high precision adjustable roller bearings. A female dovetail on the top of the headstock is provided for the attachment of an overarm support and doubles as a mounting for the vertical head, slotting head and high speed drilling head. A straight cut spur gear on the horizontal spindle transfers power to the vertical head or slotting head while the high speed head is independently powered. When used in horizontal mode without the overarm support a cover prevents ingress of foreign matter and loss of oil.
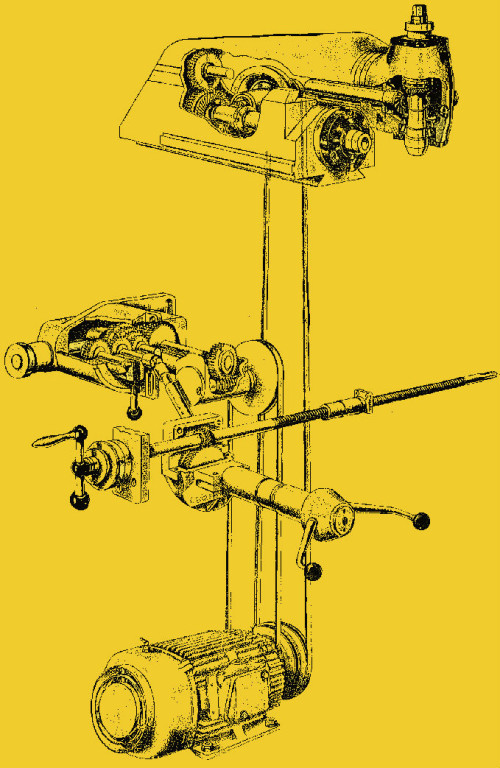
Aciera F3 Kinematic chain
Like other milling machines in the Aciera manufacturing programme the F3 is a “continental pattern” machine having a longitudinal slide that is in the vertical plane. Think of it as a plain lathe carriage (cross and compound slide) in the vertical rather than the horizontal plane. All work holding attachments such as tables and other equipment are mounted to the vertical face of this slide. However, unlike all four other Aciera milling machine types, the X axis slide is designed to accept accessories at one fixed location: a semi-circular T-slot with central locating bore. This had the advantage of providing all work-supporting accessories with a left to right tilt. A tapered locating pin was provided for quick re-setting to 0º from horizontal.
With the exception of the late F3V model, power feeds for the longitudinal axis were provided by a gearbox mounted on the right hand side toward the rear of the body of the machine. The gearbox, belt driven via worm and wheel from the machine’s main motor, provided four quickly selectable feeds – eight in total given the two speed motor. The gearbox also featured a reversing lever. Power was transmitted from the gearbox via an articulated “carden” shaft which joined the rear of the vertical (Z axis) slide casting. This connected to a clutch mechanism controlled by the rapid traverse “windlass” handles. A large helical gear on the clutch took the drive through 90º to a much smaller helical gear forming a keyed sleeve which engaged with a keyway running along the length of the feedscrew. When disengaged from the feeds gearbox the rapid traverse handles could be used to manually rotate the feedscrew. Adjustable stops were provided to automatically disengage the feed.
Aciera F3 with horizontal overarm support, compound tilting table and plain machine vice

Aciera F3 high speed milling and drilling head with rotary table
The comprehensive range of accessories available for the F3 allowed just about any job within its size limitations to be tackled. Probably the most essential accessory would be a vertical head. Aciera listed two types during the majority of the machines production period: the standard machine driven vertical head and the independently motorised high speed milling and drilling head. The spindle of the former was supported on taper roller bearings and driven by a pair of spiral bevel gears, all enclosed in an oil bath housing. While the head could be swivelled into any angle, the spindle was fixed – ie it was not a sliding quill. The high speed milling and drilling head, on the other hand, featured a sliding quill with a taper roller bearing spindle accepting W20 collets. Very early models featured speeds between 1000 and 3000 rpm, while later heads ran between 2000 and 6000 rpm (the 220/380v motor is ideal for running from a VFD). Being independently motorised this head was potentially too heavy for an operator to lift into position, so on earlier machines, at least, the mounting casting was of aluminium rather than cast iron. The high speed vertical head is one of the most coveted of F3 accessories. In their 1983 catalogue Aciera listed a machine driven vertical head with a lever operated sliding quill, however it had been deleted by the issue of their 1987 catalogue – indeed the entire range of accessories appears to have appreciably shrunk (both catalogues can be downloaded below).

F2/F3 indirect dividing attachment
A number of different indexing heads were available for the F3 including a simple direct indexer, but the most useful is probably the universal dividing head (not to be confused with the universal inclinable dividing head). Both the simple indexer and universal device consisted of a base casting with a 45mm bore which accommodated either type of indexing quill. The quill of the universal dividing head was arranged with both worm and wheel indirect dividing via three perforated indexing plates, or direct dividing from a sprung loaded detent engaging with a 60 notched wheel. A clever arrangement with stops allowed quick ratchet type indexing of the latter. Like the high speed head the universal dividing head is a highly sought after item. Another interesting accessory very seldom seen on the second-hand market was the universal inclinable dividing head and associated spiral milling attachment. Back in the day when tool-rooms might make their own special cutters or be called upon to make cams such a device must have been extremely useful.

Aciera F3 raising block
Other useful accessories included compound tilting table, various brackets for the mounting of dividing heads and vices at various angles, swiveling and tilting vices, a rotary table, microscopes, boring heads etc etc. A raising block was also available to increase the headroom of the machine – an extremely useful accessory for the home machinist with only one mill available.
The excellent videos below demonstrate the versatility of Aciera F3 – many thanks to the originator Monsieur Djobinne. Great soundtrack too, enjoy!

Aciera F3 spiral milling with the universal inclinable dividing head and tailstock
Cam milling on an Aciera F3

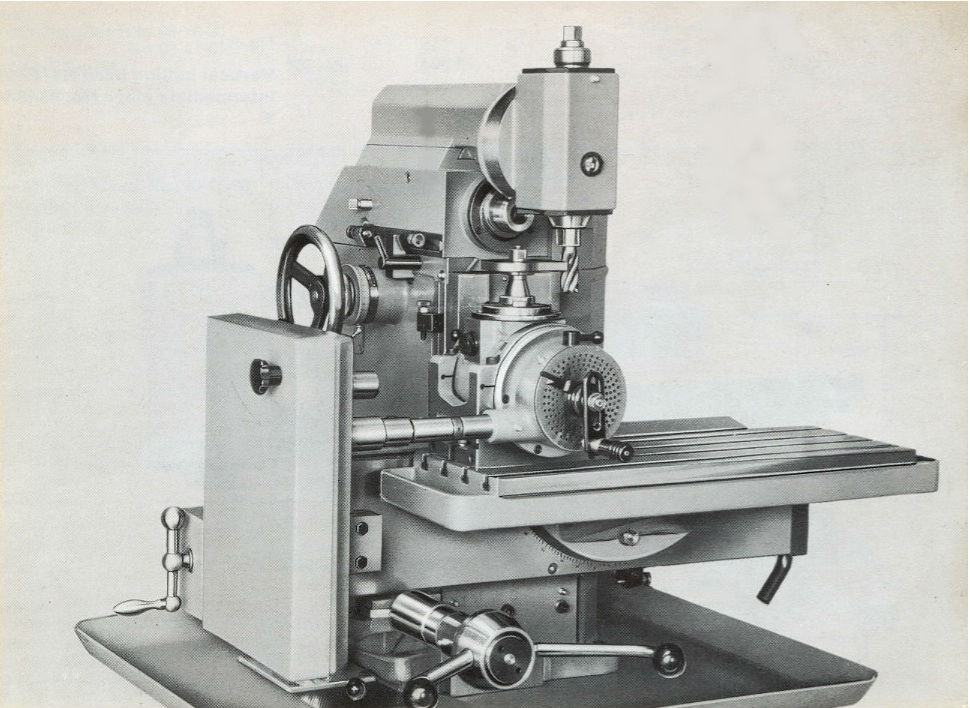
Aciera F3 horizontal headstock, simple indexing head, inclining attachment with worm gear

Aciera F3 dimensions